
- Каталог "Арма Профі"
- Нержавіюча арматура
- Крани кульові нержавіючі
- Затвори дискові нержавіючі
- Клампові з'єднання
- Муфта молочна нержавіюча (різьбове з'єднання)
- Фільтри нержавіючі
- Зворотні клапани з нержавіючої сталі
- Труби нержавіючі
- З'єднання муфта "американка" нержавіюча
- Фітинги нержавіючі різьбові
- Фланці нержавіючі
- Відводи нержавіючі
- Переходи нержавіючі
- Трійники нержавіючі приварні
- Заглушки нержавіючі приварні
- Фланці алюмінієві вільні
- Відбортовки нержавіючі
- Крани кульові
- Засувки Батерфляй
- Засувки
- Вентилі запірні
- Зворотні клапани
- Фільтри та грязьовики
- Електромагнітні клапани ODE
- Запобіжні клапани
- Вібровставки і сильфонні компенсатори
- Фланці сталеві
- Розширювальні баки ProTank
- Засувки , крани , клапани "ZETKAMA"
- Засувки, компенсатори, конденсатовідвідники "AYVAZ"
- Мідні труби
- Деталі трубопроводів
- Нержавіюча арматура
- ТД "Арма Профі"
- Доставка і оплата
- Сертифікати
- Фотогалерея
- Контакти
- Статті
- FAQ - Часті питання
- Повернення та обмін
- Відгуки
Як вибрати кран кульовий фланцевий
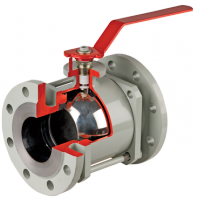
Концепція кульового крана з'явилася ще в початку 20 століття. Однак, через відсутність матеріалів, здатних створити надійне ущільнення, яке запобігає будь- якому протіканню, особливої популярності ідея не отримала. І тільки з появою фторопластів, більш стійких до стирання, ніж гума, популярність даних пристроїв почала зростати. Сьогодні цей тип запірної арматури, здатний виключити практично будь-які протікання рідин і газів, є найбільш затребуваним як у промисловості, так і в побутовому господарстві.
Конструктивні особливості
По своїй конструкції, кран кульовий фланцевий відрізняється від своїх побратимів тільки видом кріплення до трубопроводу. Замість різьбових з'єднань у ньому використовуються два фланця, з обох сторін пристрою, і стяжне кріплення.
Запірна арматура з подібним кріпленням зазвичай застосовується в тих випадках, коли гвинтові конструкції не здатні впоратися з високим тиском і температурою яка пропускається через середовища. Фланцеві ж види витримують і температуру понад 200 градусів, і тиск 16 бар.
 Матеріал виготовлення
Матеріал виготовлення
Для виробництва кульових фланцевих кранів в основному використовують чавун, сталь, нержавіючу сталь. Однак, у випадку з фланцевими видами, враховуючи умови, в яких вони застосовуються, перевага віддається сталі.
Особливості вибору
Підбираючи необхідний кран фланцевий, перш за все, потрібно врахувати средовище, з яким він буде працювати. Особливі вимоги пред'являються до герметичності газової запірної арматури. Її легко можна впізнати по жовтому забарвленню важеля вироба.
Внутрішній діаметр виробу повинен відповідати розмірам трубопроводу, а тиск, що витримується – напору робочого середовища. Ці дані зазначені в маркуванні на корпусі арматури. Так, наприклад, цифри після символу DN позначають розміри внутрішнього проходу в міліметрах чи дюймах, а цифри після символу PN інформують про максимально витриманий тиск в кілограмах на квадратний сантиметр. До речі, даний пристрій може бути повнопрохідним і неповнопрохідним (з завуженим діаметром отвору в кулі).
Особливості монтажу
 Фланцеве кріплення можна вважати особливо надійним, при виконанні деяких правил:
Фланцеве кріплення можна вважати особливо надійним, при виконанні деяких правил:
• Кран кульовий встановлюється в доступних місцях, де можливий візуальний контроль і немає перешкод для повного повороту ручки.
• Перед виробом бажано встановити фільтр прокладку.
• Обов'язкове використання ущільнюючих прокладок.
• Положення деталі повинно збігатися зі стрілкою на корпусі, що вказує напрямок потоку.

 Нержавіюча запірна арматура: переваги та умови застосуванняЩоб купити якісну нержавіючу запірну арматуру, необхідно вивчити її основні характеристики та визначитися з метою подальшого використання.Повна версія статті
Нержавіюча запірна арматура: переваги та умови застосуванняЩоб купити якісну нержавіючу запірну арматуру, необхідно вивчити її основні характеристики та визначитися з метою подальшого використання.Повна версія статті Крани кульові приварні: види, конструкція, застосуванняКран кульовий приварний — тип запірної арматури, у якої запірним елементом є куля, яка має наскрізний отвір і вільно рухається у фторопластовому ущільненні.Повна версія статті
Крани кульові приварні: види, конструкція, застосуванняКран кульовий приварний — тип запірної арматури, у якої запірним елементом є куля, яка має наскрізний отвір і вільно рухається у фторопластовому ущільненні.Повна версія статті